In the world of metal casting, the mold and core-making process is foundational to defining the structure, detail, and performance of a casting. While traditional methods are still widely used, advancements like hybrid tooling and 3D-printed cores are revolutionizing the industry, allowing for greater flexibility and efficiency. In this article, we explain molds, cores, assembly, and the innovative technologies reshaping the casting industry.
Sand Casting Molds
A traditional sand casting mold is made by packing sand around a pattern and then removing the pattern to leave behind a cavity in the shape of the part to be cast. Here is the general process:
1. Pattern Creation: First, a pattern of the object to be cast is made from a material that can be easily removed, like metal, plastic, or wood. (See our article on Pattern Making.) Designing a new pattern is usually done with the aid of casting simulation software like Magma, which can predict how metal will flow and identify any potential defects.
2. Mold Box Setup: The pattern is placed in a mold box (also called a flask), which is a frame that holds the sand. The box is usually divided into two halves: the cope (top) and the drag (bottom).
3. Packing the Sand: A sand-and-binder mixture is packed tightly around the pattern in the mold box. The sand is added layer by layer, with each layer being compacted to ensure there are no air pockets.
4. Pattern Removal: After the sand is packed and compacted, the pattern is carefully removed. This is done by either melting or physically pulling the pattern out, leaving behind a hollow cavity in the shape of the object.
5. Mold Assembly: The two halves of the mold (cope and drag) are put together. Additional features like vents or risers are added to help with the flow of molten metal alloys and to prevent air pockets. Some molds and cores are coated with a wash to improve the surface finish of the casting. Examples of such coatings include alumina and zircon.
6. Pouring: The mold is ready for molten metal to be poured into the cavity through a gating system. Once the metal cools and solidifies, the mold is broken away to reveal the cast object.
7. Finishing: After the metal solidifies and cools down, the mold is broken open, and the cast part is removed, ready for any additional finishing or machining.
How Cores are Used
Cores are critical to creating internal cavities and intricate geometries in castings that cannot be formed using molds alone. They allow foundries to produce parts with complex shapes, internal channels, and/or hollow spaces. They must be strong enough to withstand molten alloys but easily removable once the casting has cooled.
Core types:
• Solid Cores – Used to form cavities or hollow sections within castings.
• Hollow Cores – Lightweight alternatives for larger castings to reduce material usage and weight.
• Shell Cores – Created using a thin shell of sand around a heated core box for precision and dimensional stability.
The core assembly process ensures that cores are accurately positioned and secured within the mold. Misalignment during this stage can lead to defective castings or variations in tolerances.
Key core assembly steps include:
• Inspection – ensuring each core meets dimensional and strength specifications.
• Placement – aligning cores within molds using jigs, supports, or locators.
• Adhesive Bonding – utilizing core paste or other adhesives to affix cores in place.
• Venting – creating pathways for gases to escape, which reduces defects during casting.
Precision in assembly is essential, especially for high-performance applications where dimensional accuracy is critical.
New Sand Casting Mold and Core Technologies
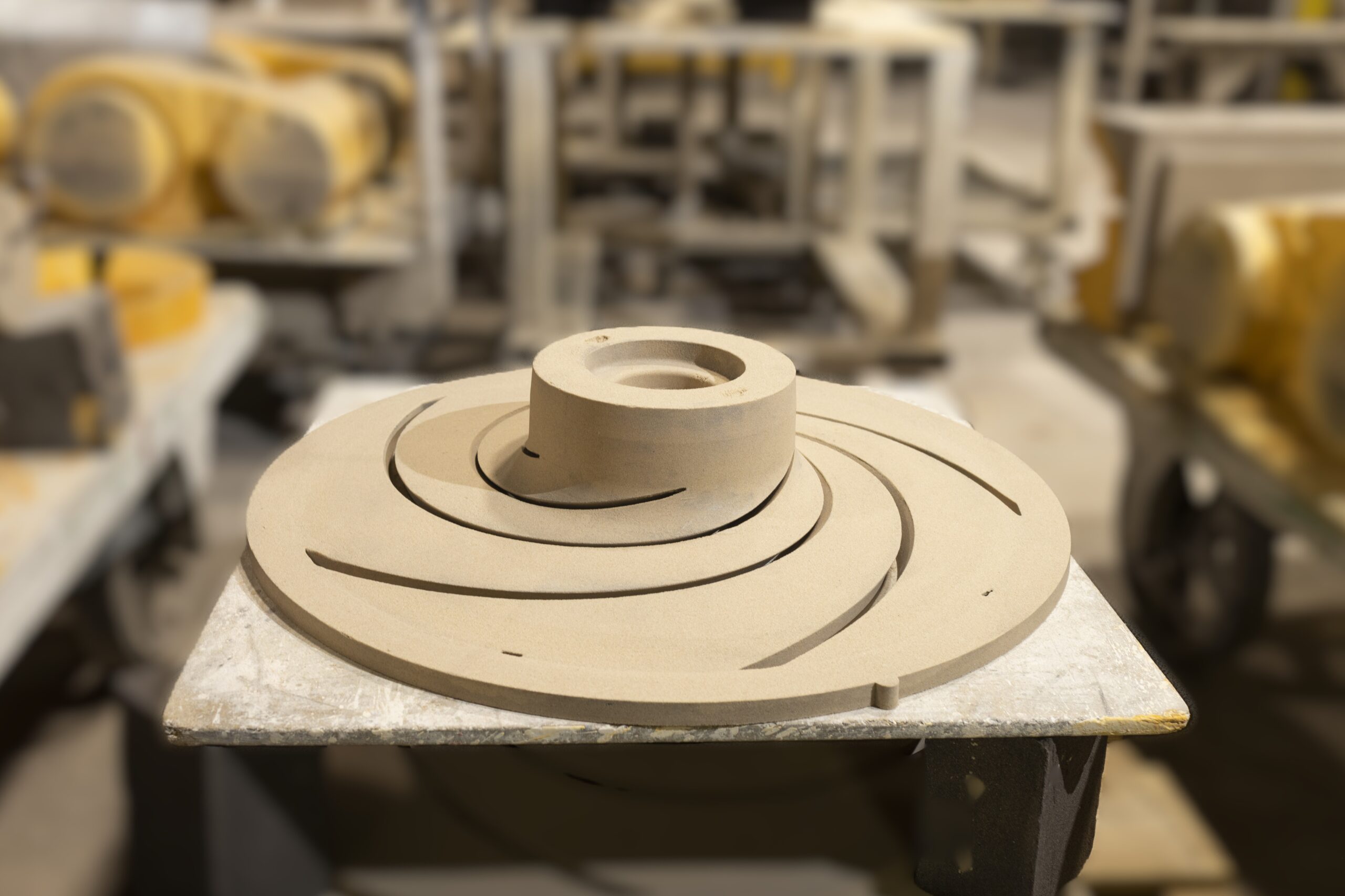
New rapid-response technologies can shorten lead times and are ideal for low-volume castings. For example, Badger Alloys’ Quantec six-axis robot can be programmed to mill – or carve – the mold out of a block of sand-and-binder mixture, eliminating the time-consuming pattern-making process. For larger castings with complex geometries, 3D-printed cores can be added to a robotically milled mold to provide excellent precision.
Prototypes and complex parts can also benefit from 3D-printed molds and cores. While more expensive, this technology allows for a high level of complexity and refinement with a shorter overall production time. Learn more about Badger Alloys’ rapid-response technologies.
Sand Casting Assembly
Most cast components are part of a larger unit. These parts may be cast individually and later assembled, or they could be designed as a single complex part that includes multiple features or components in one mold.
An “assembly” refers to a group of interconnected or related parts that are molded, cast, or designed to work together. The casting assembly process includes:
• casting the part(s);
• cleaning, machining, and/or heat treating to ensure tolerances and finish/strength requirements are met;
• assembling cast parts into a complete unit using welding, fasteners, etc.; and
• inspecting the final product through rigorous quality control testing to ensure the part meets the desired specifications.
Quality molds and cores are essential for achieving the desired shape, features, and internal structures of a casting. To learn more about Badger Alloys’ decades of experience creating world-class molds and cores, contact Nick Hanson, Sales Engineer, at nickh@badgeralloys.com.